
首先是單相小機器,開發很不順利,開始焊接效果不夠理想,一點一點在控制軟件內摸索,軟件本質上就是一個焊接機理的控制模型,通過軟件能夠最接近地理解焊接本身的行為;



然后是將單相機器陣列后用來控制3相機器,幾乎立即得手;



最后精簡了電路結構,三相半波機器也有非常好的焊接效果;

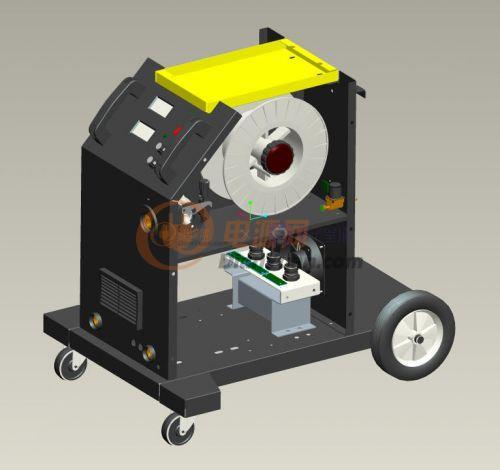




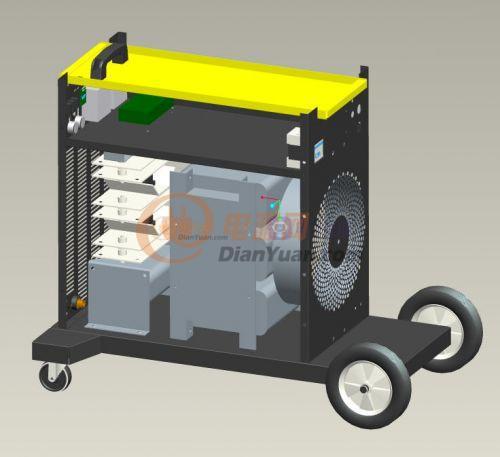
歡迎拍磚,我有時間再上些機器的實拍照片,一些其它雜七雜八的東西;
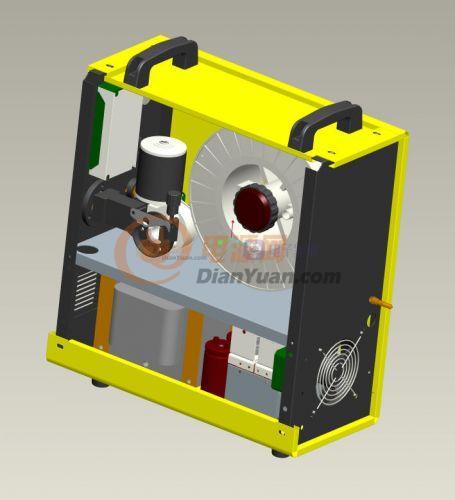
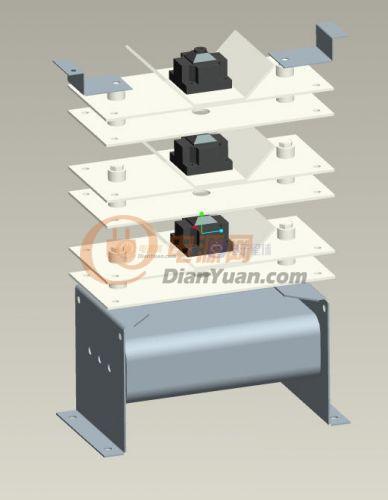
目前我的電路結構:
1. 單相橋式,半控
2. 三相半波
3. 三相六臂橋式,半控
單相全波整流結構簡單,我也嘗試出了幾百臺機器,但是發現變壓器不經濟,后來將這一結構改為單相橋式,控制思路沒變;三相橋式是大功率通用焊機的首選結構,因為控制思路的不同,我只有用3組橋做相控,才能從薄板焊到后料都有很好的控制精度;三相半波經過我一番精雕細刻,特別是加入柔性激弧之后,現在是我的最愛,結構極其簡單,薄板厚料的焊接效果都很好;插一句題外話,我發現這晶閘管焊機本質上是一種穩定電源,我還做了專門起動汽車用的冷起動電源,內部結構基本就和焊機一樣,克服了我們廠老式起動電源容易爆炸蓄電池,燒汽車電腦的毛病,連機箱我都干成一樣的,省得新產品市場不成功,白花那么多力氣;
汽車維修對焊機的特殊要求
由于修理工作的復雜性,要求焊機兼具薄板厚板通吃的多用性;工作環境惡略要求焊機堅固,具有很高的可靠性;由于工作人員的素質偏低,焊機必須具備很強的適應性;
薄板焊接特征
1. 電弧飛濺小,火花細而密,火花呈現黃色
3. 從激弧到焊接結束沒有爆鳴音,聲音非常清脆柔和
3. 短路頻率高,短路過度良好
4. 導電嘴護套上的堆積物細膩,顆粒小
5. 焊接結束后,焊絲末端退火長度非常短,只有2-3毫米
**
6. 焊接薄板不易穿孔
7. 焊點成型美觀,工件熱變形小
8. 焊點外的退火區小,只有1-2毫米
9. 工件上殘留物少
10.能夠進行連續堆焊
厚板焊接特征
1.熔深足夠,焊接強度高
2.焊道成型美觀
3.焊機有足夠的暫載率
4.射流過渡,良好的電流連續性
說道堅固性,后期產品維護成本,逆變機器要高很多很多;工頻焊機是抽頭機的故障率最低嗎,根本不是,因為抽頭機的電路基本是開放的,短路電流無法抑制,容易燒壞整流橋,交流接觸器,檔位線,檔位開關等低壓電器,但抽頭機的粉絲很多,原因是這個機器容易理解,能夠掌握,基本上送來就能修好,廠家只是個加工廠,銷售維護經銷商都能自主掌握;工頻機器比較完美的是晶閘管焊機,能夠數字化控制才有發展的空間,加入故障自我診斷和定位是節省后期成本的關鍵,因為這些焊機都不是通過電工維修的,那些只懂得敲打鈑金的人,在電話指導下,往往就能把焊機修復;從工廠生產的結果來看,晶閘管焊機的成本要比抽頭機的成本低,而且我終于從浙江生產的低壓電器中逃出,產品的品質控制更加容易了,接下來我要建造一臺大功率晶閘管的特性測試儀,數據部分就用我的泰克數字示波器采集分析,主要分析目標是導通壓降,因為我認為小芯片的最大問題就是導通壓降高,這樣就不用每次都砸開廠家的管子看芯片了;
這基本是我開發焊機的思路和規范,因為水平非常有限,這里見笑了;
歡迎加入可控硅應用與技術討論群:315490218
