MZ(D)-100 型自動埋弧焊小車原理及檢修 甘肅 楊華 張廣平 一、簡介
成都產 MZ(D)-100 自動埋弧焊機調節(jié)靈活、使用方便、性能可靠,而且各部件均采用了積木
式拼裝結構,可方便地改裝成雙絲埋弧焊、帶極堆焊、氣體保護焊和自動碳弧氣刨等,是目前國
內自動焊接設備理想的換代產品。
本文主要闡述自動埋弧焊小車電氣控制原理及常見故障檢修經驗,供同行參考。
二、主要結構
MZ (D)系列自動埋弧焊機主要包括送絲機構、行走機構、焊槍位置調節(jié)機構、焊絲校直機構、
焊槍控制器、焊劑漏斗及焊絲盤等,配以弧焊電源、焊接電纜、控制電纜等,組成整套自動埋弧
焊機構。
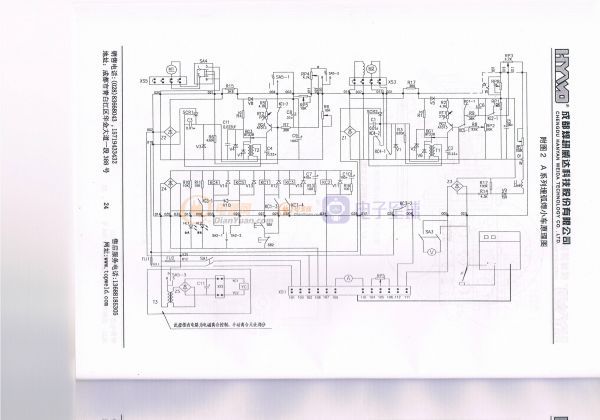
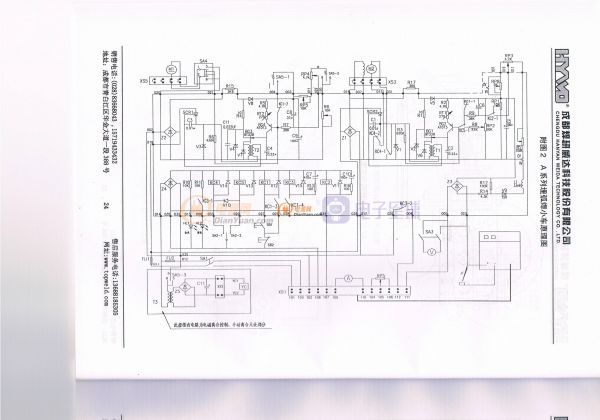
三、小車工作原理
電氣原理圖見附圖,由弧焊電源為小車控制系統(tǒng)提供控制電源,經總控制開關 SAl 送入直流
調速控制板,分別驅動送絲機和行走電機工作。送絲機及行走控制電路基本一樣,均采用單相全
波晶閘管整流調速線路。
該電路采用單結晶體管觸發(fā)電路,整流橋 URl、UR2 的輸入電壓為 110VAC,輸出約 110V
直流電壓,提供直流電機的工作電壓;而另一路由 R15、R17 降壓后為 VU32、VU34 單結晶體管
觸發(fā)電路供電。VZ2、VZ4 限幅的作用是為了增加脈沖寬度,限幅電壓為+12V(梯形波),正電源
經 R15、R17 降壓后的電壓再通過隔離二極管 VD5、VD8,輸出直+12V 經 C5、C9 濾波后為 V33、
V35 放大電路提供較平滑的直流工作電源。
控制電壓由 UR4 整流橋輸出 27V 直流電壓,為各繼電器供電。
小車手動送絲:按 SA2-2,KC5 動作,V33 通過 RT1、R2、R8 及 RPl 形成基極回路而導通,
并向 C2 充電,再通過 VU32、TP1 產生脈沖信號觸發(fā) VT37,從而驅動 MD2 正轉進行送絲;而
退絲時,按 SA2-1,KC4、KC5 同時動作,其中 KC4 控制電機的反轉退絲。調整 RP1 的分壓,
可改變手動進/退絲的速度。
焊接時按 SB1,KC1 動作,KC1-3 自鎖保持啟動,KC1-1、KC1-2 解除對 V35、V33 的封鎖,
此時 V33 通過 RTI、R2、R9、RP2 形成基極回路,V33 導通從而對 C2 充電,再通過 VU32、TP1
觸發(fā) VT37 導通,從而進行慢送絲,為引弧做好準備,慢送絲速度由 RP2 調節(jié)的分壓決定;同時
KC1-4 閉合,帶動 KC3 動作,KC3-1 閉合,焊接指示燈亮,KC3-2 閉合,遠控啟動弧焊電源,焊
接開始。
當引燃電弧后,弧焊電源內的電流繼電器動作,從而帶動 KC2 動作。此時 V33 通過 RTI、
R2、R9、RP3 形成基極回路,觸發(fā)電路工作,VT37 導通,送絲電機運轉。送絲速度由 RP3 分壓
決定,而 RP3 的給定電壓是由 UR3 即焊接電壓整流分壓而得。因此,當焊接電壓變化時送絲速
度相應自動改變,從而自動調節(jié)電弧電壓。例如當某種原因使電壓降低↓→弧焊電壓↓→UR3 輸
出直流電壓↓→RP2 給定電壓↓ V33Ueb ↓→V331c ↓→C2 充電速度放慢↓→VU32e-b1 導通
后移↓→TP1 輸出尖脈沖后移↓→VT37 導通-角減小↓→MD2 轉速下降↓。反之,轉速上升。
焊接完畢時,按 SB2、KC1、KC4(失電)同時動作,送絲和行走停止,而 KC3 的線圈兩端并
了一個 470μF 電容是起延時動作,以免出現(xiàn)電弧反燒,防止粘絲并填補弧坑。
YC 為行走電磁離合器,它是由隔離變壓器 TC3 降壓橋堆 UR5 整流,電容 Cll 濾波輸出直流
第 2 頁 共 3 頁
24V 為電磁離合器供電。
四、常見故障及檢修
1.焊接電壓不穩(wěn)
根據(jù)修理經驗主要檢查部位:
(1)導電嘴磨損嚴重或燒損,更換導電嘴即可。
(2)檢查送絲輪是否未壓緊或磨損,按規(guī)定調整或更新送絲輪即可。
(3)檢查航空插頭里的 007、016、011 是否接觸不良或虛焊,用萬用表測量電位器 RP3 的阻值
是否在正常阻值范圍變化,如以上正常,更換穩(wěn)壓二極管 VZ9 即可排除故障。
2.焊接不能啟動
主要原因有:
(1)首先檢查弧焊電源的三相輸入電壓是否正常;用萬用表測量焊接直流電壓是否正常;各選
擇開關是否在正確的位置;焊接電源到小車的航空插頭是否接觸良好或斷線。
(2)如果以上都正常,問題在小車的控制電路,首先檢查保險 FUI、FU2 是否熔斷,若有一個
燒斷,弧焊機就不能啟動。重點檢查硅整流 UR1、UR2、UR3、UR4、VT36、VT37 有無短路擊
穿,用萬用表測量 MDI、MD2 的直流電阻近于零或明顯小于標稱值。若保險沒有燒,說明故障
出在繼電器控制回路,首先測量 UR4 的輸出直流電壓是否有 24V,若有,可能在 SB2、SB1 的連
接線松動或接觸不良,KC1、KC2、KC3 的動觸頭氧化或線圈斷路或呈現(xiàn)高阻狀態(tài)。
3.啟動后只有慢送絲,不能正常焊接
根據(jù)原理圖可知,慢送絲正常說明單結晶體管觸發(fā)電路及電動機控制回路是正常的,不能正
常焊接。原因可能是 KC2 未動作,KC2-1 的常開觸點未閉合,V33 的發(fā)射結與給定電壓無法形成
回路,單結晶體管觸發(fā)電路無法工作,而 KC2 又受焊接電源中的電流繼電器控制。首先判斷是
KC2、還是電流繼電器出故障,按下啟動按鈕 SBl 測量 KC2 線圈兩端的電壓是否有 24V 直流電
壓,若有,說明 KC2 線圈有斷路或觸頭氧化接觸不良,若沒有電壓,說明電流繼電器損壞,用同
型號新品更換即可。
另外,如果弧焊電源有故障不工作或有故障,電流繼電器也不動作,查弧焊電源部分。
4.行走不穩(wěn)
出現(xiàn)小車行走不穩(wěn),電器控制部分很少出現(xiàn)故障,大多出現(xiàn)在機械部分。例如行走輪松動,
重新調整并緊固即可。離合器線圈短路或斷路,用同規(guī)格漆包線重新繞制。